
製品情報

- 製品特徴
- 注文番号
用途
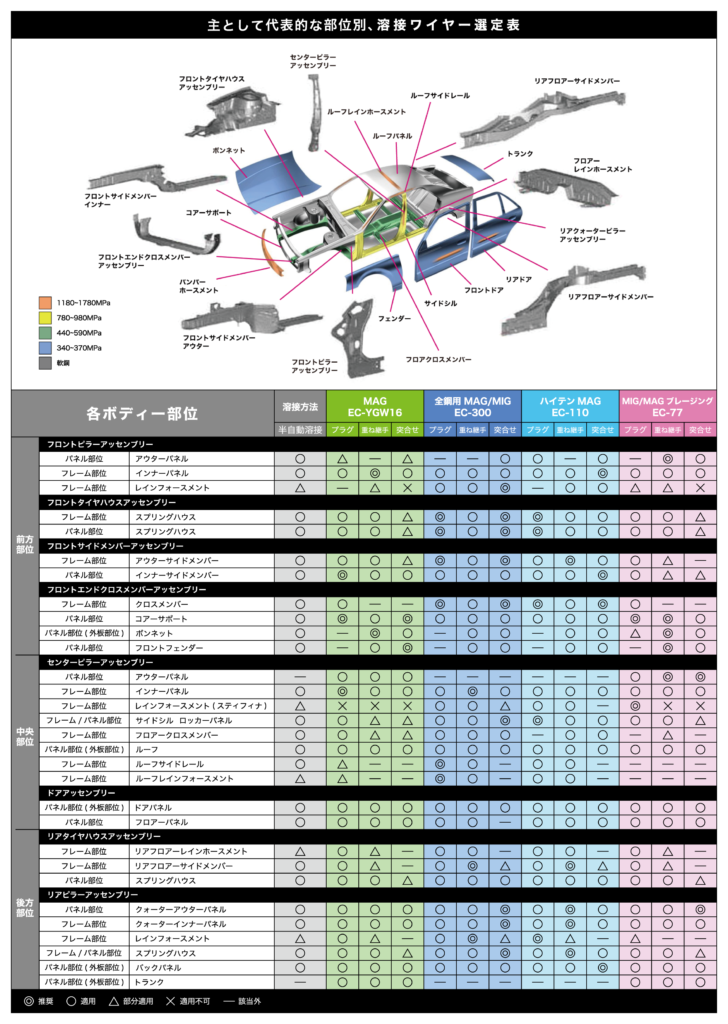
- 外板の突け合わせ及びプラグ溶接
980MPa超高張力鋼板と高張力鋼板含む2枚のパネルを接する場合の溶接条件
※トヨタ・プリウス 980MPa超高張力鋼板を含む2枚のパネルを接する場合の溶接条件
プラグ径: 10mm
溶接ワイヤー: JIS Z3312YGW16
ガス: MAG(混合ガス)
特徴
- 高純度 / 高精製の軟鋼系 JIS Z3321 490MPa級高張力ワイヤーで流動性がよく、溶着金属は延性に富んでいます。
- 低電流 / 混合ガス(Ar:80% CO2:20%)用。※CO2:100%用のワイヤーを混合ガスで使用すると欠陥の原因となります。
- 低電流でアークが安定し鋼板への熱影響を抑え、スパッタも少なく薄板に最適。
- 歪 / 溶け落ちを大幅に抑制。
- 溶着金属が柔らかく、切削性に優れ後処理が容易。
- 自動車メーカーのプラグ溶接時のワイヤーとしての対応品。
使用ガスについて
◆ CO2(二酸化炭素 Carbon dioxide)の問題理由
活性ガスのCO2は、溶接中6,000℃以上のアーク温度で通電されると、酸素と一酸化炭素にアークの先端で解離します。酸素はアークを強くして溶け込みを深くします。一酸化炭素は溶着金属中の炭素含有量を200%~300%の増加をさせ溶着金属は硬化します。固くなると強度が上がりますが衝撃に対しては脆くなります。特に超高張力鋼板は酸化金属や境界部がカーボンピックアップの為に強度が低下して適合しない為です。そしてアークの底でO2とCOの分子が再結合して、溶接スパッタを発生します。従って溶接性と靭性がなくなり薄板高張力鋼板の自動車ボディーには不向きと考えられます。
◆ Ar + CO2(アルゴン + 二酸化炭素混合 Argon + Carbon Dioxide Mixtures)を推奨理由
溶接中6,000℃以上のアーク温度の中で不活性ガスのArは化学変化せずにイオン電子量が発生し酸化を抑え、材質に応じてCO2を2%~30%の混合率により溶接部を適度により広くより深く浸透します。そして分離した炭素は硬化相層を作り、酸素はアークを安定させ、溶接部のアンダーカット傾向と溶融池はアルゴンより低い表面張力になり溶接ビード断面を平らにするために母材にぬれ性を発揮します。Arが70%以上を超えると微粒子のスプレー移行に導き、スパッタの発生が低減されます。従って溶接性と靭性が高くなり薄板高張力鋼板の自動車ボディーには適切と考えられます。
ECYGW16M-06050: EC-YGW16 0.6mm 5kg巻き
ECYGW16M-08050: EC-YGW16 0.8mm 5kg巻き